







佛山轉(zhuǎn)子軸承位激光修復(fù)-廣州泰格激光-轉(zhuǎn)子軸承位激光修復(fù)公司
廣州泰格激光技術(shù)有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號(hào)中航C座二層
主營(yíng):激光淬火加工,激光熔覆加工,激光淬火設(shè)備,激光熔覆設(shè)備
業(yè)務(wù)熱線:020-82369849
QQ:2725080801
產(chǎn)品詳情 聯(lián)系方式
產(chǎn)品品牌:泰格激光技術(shù)
供貨總量:不限
價(jià)格說(shuō)明:議定
包裝說(shuō)明:不限
物流說(shuō)明:貨運(yùn)及物流
交貨說(shuō)明:按訂單
有效期至:長(zhǎng)期有效
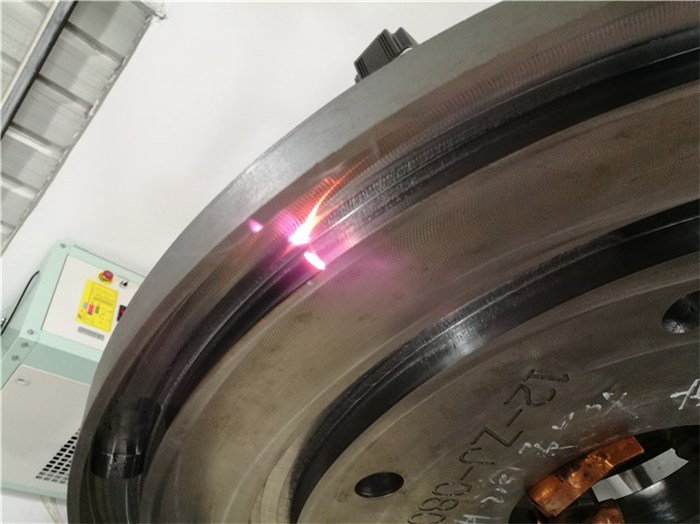
泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
目前零部件修復(fù)的方法有激光熔覆、真空釬焊、真空涂層法、鎢極惰性氣體保護(hù)焊(TIG)和等離子體熔覆修復(fù)等方法 。激光熔覆是根據(jù)工件的工況要求,熔覆各種設(shè)計(jì)成分的金屬或者非金屬,制備耐熱、耐蝕、耐磨、抗i氧化、抗疲i勞或具有光、電、磁特性的表面覆層。 轉(zhuǎn)子軸承位激光修復(fù)
泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)、
激光熔覆技術(shù)已經(jīng)成功實(shí)現(xiàn)再制造產(chǎn)業(yè)化并取得了巨大成效,本文以激光熔覆再制造技術(shù)應(yīng)用所涉及的裝備、材料、工藝、產(chǎn)品為主線,首先,對(duì)激光熔覆再制造技術(shù)研究現(xiàn)狀進(jìn)行了綜合研究,指出目前激光熔覆再制造所用激光功率多為4000~10 000W,并持續(xù)向高功率、高i效i率、高穩(wěn)定性的方向不斷提升 轉(zhuǎn)子軸承位激光修復(fù)

泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
熔覆工藝過(guò)程直接決定再制造成形質(zhì)量,是激光熔覆技術(shù)應(yīng)用于規(guī)模產(chǎn)業(yè)化的要素,結(jié)合激光熔覆再制造在礦山液壓支架立柱上的應(yīng)用經(jīng)驗(yàn)總結(jié)發(fā)現(xiàn),再制造成品質(zhì)量控制一般涉及熔覆表面宏觀質(zhì)量(無(wú)裂紋、砂眼等缺陷)、成形厚度、表面硬度分布等,而影響激光熔覆成形質(zhì)量的幾個(gè)關(guān)鍵參數(shù)即為激光功率、焦距、掃描線速度、搭接率、送粉率,其中搭接率與步距設(shè)置有關(guān),送粉速率與熔覆厚度直接相關(guān),熔覆有效熱量輸入則是這些參數(shù)綜合作用的結(jié)果。 轉(zhuǎn)子軸承位激光修復(fù)

泰格激光熔覆加工——轉(zhuǎn)子軸承位激光修復(fù)
①激光功率、焦距(光源)、光斑規(guī)格。②機(jī)床精度、轉(zhuǎn)速、熔覆步進(jìn)控制(機(jī)床)。③零部件形狀、尺寸及材料特性(零部件基體)。④粉末成分、功能、物理性能(粒度分布、流動(dòng)性、松裝密度、氧含量)。⑤送粉速率。⑥保護(hù)氣流大小。這些參數(shù)的協(xié)調(diào)性作用,首先直接關(guān)乎熔覆產(chǎn)品的質(zhì)量,為直觀的是氣孔、砂眼、裂紋等肉眼可見(jiàn)的熔覆層宏觀表征,其次是熔覆尺寸以及機(jī)械加工完成后可測(cè)的表面硬度、粗糙度、耐腐蝕性,再次是取樣檢測(cè)的熔覆層稀釋率、結(jié)合情況、內(nèi)部組織結(jié)構(gòu)及缺陷情況、剖面硬度、熱影響區(qū)大小等。轉(zhuǎn)子軸承位激光修復(fù)


張先生先生
手機(jī):18925080801
最新信息


