







模具激光表面氮化公司-東莞模具激光表面氮化-廣州泰格激光
廣州泰格激光技術有限公司
經營模式:生產加工
地址:廣州市黃埔區創業路16號中航C座二層
主營:激光淬火加工,激光熔覆加工,激光淬火設備,激光熔覆設備
業務熱線:020-82369849
QQ:2725080801
產品詳情 聯系方式
產品品牌:泰格激光技術
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效
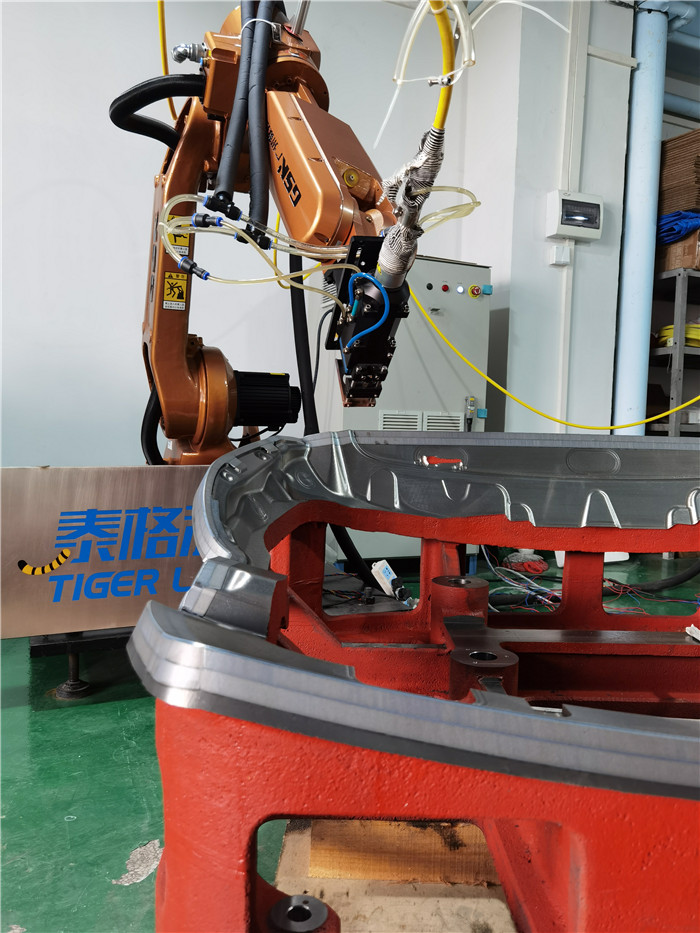
泰格模具淬火——模具激光表面氮化
激光表面淬火技術特點
激光淬火和工廠現有的中高頻淬火、滲碳淬火相比,有以下特點:模具激光表面氮化
功率密度高、加熱速度極快,零件變形,且可以通過熱處理工藝來控制變形,工件處理后不需要修磨,可以作為零件精加工的一道工序。
通用性強。由于激光聚焦深度大,淬火時對零件的尺寸、大小及表面都沒有嚴格的限制。而現有的中高頻淬火對各種零件都得制作合適的感應器。
激光淬火冷卻速度很快,不需要水或油等冷卻介質,是清潔、的環保淬火工藝。模具激光表面氮化

泰格模具淬火——模具激光表面氮化
鋼鐵進行感應淬火后的熱處理缺陷與普通熱處理相似,常見的缺陷和防止措施如下。 (1)硬度不合格 原因有鋼材的含碳量偏低;冷卻操作不當,使表層快冷前有一段預冷時間,得到珠光體組織;冷卻數量不足或水壓過低,使冷卻速度偏低;加熱溫度(奧氏體化溫度)偏低,奧氏體中碳濃度不均勻。對此類缺陷可采用金相檢驗、化學成分分析以及進行正確的熱處理工程控制。 (2)淬火裂紋 ①過熱。由于設計的零件尖角、鍵槽、圓孔和棱邊等部位在感應加熱時,容易造成局部的過熱,形成開裂。可改進設計或采取保護措施,避免危險截面等的存在。 ②重復淬火。對淬火后硬度不合格的零件,在未進行退火、正火等前提條件下,進行了重新加熱淬火。 ③冷卻速度過快。對于高碳鋼和合金鋼零件,采用了較快的冷卻速度。可通過更換冷卻介質,調整噴水器水壓和冷卻時間,以及改變冷卻方式等加以改善。 ④鋼材的含碳量偏高或存在大塊的夾雜物,容易造成表面的開裂。 ⑤研磨和磨削裂紋。有在熱處理或磨削時,磨削量過大,而冷卻時過于急冷所致。

泰格模具淬火——模具激光表面氮化
隨著科技的日益進步,我們處在一個科技化、電子化、數字自動化的時代中,我們要想不被歷史的潮流所打敗,我們必須緊跟潮流的步伐,才能在這無形的科技戰中取勝。
拿淬火機床設備來說,就可分為:“立式數控淬火機床、臥式數控淬火機床、多工位立式數控淬火機床”。如果再細化的分,立式數控淬火機床還可分為:“升降式立式數控淬火機床、變壓式立式數控淬火機床、雙工位式立式數控淬火機床”。或許大家就有疑問了,機床還可以分出這么多種,這主要是根據不同客戶的不同要求來說的。不同的機型是針對不同工件的大小的,對工件量身定做、靈活設計,有針對性、適應性的設計制作,能很好的提高工作效率。


張先生先生
手機:18925080801


