







珠海激光噴涂碳化鎢
廣州泰格激光技術(shù)有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號(hào)中航C座二層
主營(yíng):激光淬火加工,激光熔覆加工,激光淬火設(shè)備,激光熔覆設(shè)備
業(yè)務(wù)熱線:020-82369849
QQ:2725080801
產(chǎn)品詳情 聯(lián)系方式
產(chǎn)品品牌:泰格激光技術(shù)
供貨總量:不限
價(jià)格說(shuō)明:議定
包裝說(shuō)明:不限
物流說(shuō)明:貨運(yùn)及物流
交貨說(shuō)明:按訂單
有效期至:長(zhǎng)期有效
泰格激光淬火加工——激光噴涂碳化鎢
激光淬火前準(zhǔn)備
清洗缸筒工件表面的油污、雜質(zhì)等,并確保激光淬火部位表面外觀質(zhì)量;缸筒激光淬火部位光潔度較高,表面均勻涂上SiO2激光吸光涂料,減小缸筒表面激光的發(fā)射來(lái)保證激光的吸收率;缸筒激光淬火前烘干涂層,為后續(xù)激光淬火做準(zhǔn)備;檢驗(yàn)設(shè)備的工作狀態(tài),保證淬火過(guò)程中設(shè)備的正常運(yùn)行。激光噴涂碳化鎢
3選定工藝參數(shù)所使用激光加工系統(tǒng)為半導(dǎo)體激光器。工藝參數(shù)選擇為:大輸出功率P=4kW,掃描速度V=25mm/s,光斑寬度B=10mm。激光噴涂碳化鎢

泰格激光淬火加工——激光噴涂碳化鎢
激光淬火技術(shù)是利用聚焦后的激光束進(jìn)射到鋼鐵材料表面,使其溫度迅速升高到相變點(diǎn)以上,當(dāng)激光移開(kāi)后,由于仍處于低溫的內(nèi)層材料的快速導(dǎo)熱作用,使受熱表層快速冷卻到馬氏體相變點(diǎn)以下,進(jìn)而實(shí)現(xiàn)工件的表面相變硬化。如大型軋輥表面激光熔凝淬火的大淬硬層深度可以達(dá)到2毫米以上。激光噴涂碳化鎢
泰格激光淬火加工——激光噴涂碳化鎢
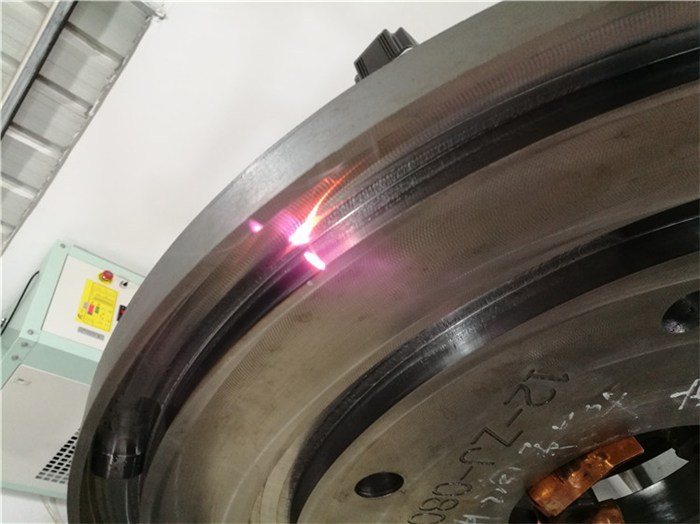
缸筒局部淬火應(yīng)用情況
缸筒材質(zhì)為合金結(jié)構(gòu)鋼35CrMoV,熱處理技術(shù)要求:
①外徑φ100.14mm±0.05mm處硬度≥50HRC,淬硬層深度(淬硬層深度定義為從表面以下硬度在35HRC以上的厚度)1~1.5mm。
②表面不可有熔化、裂紋、變形等缺陷。
③產(chǎn)品表面不可碰劃傷。激光噴涂碳化鎢

泰格激光淬火加工——激光噴涂碳化鎢
激光淬火
激光淬火也稱激光相變硬化,屬于表面熱處理范疇。激光淬火通過(guò)激光束掃描工件表面,使工件表面迅速升溫到相變溫度以上、熔化溫度以下,然后停止或移開(kāi)激光束,熱量從工件表面向基體內(nèi)部快速傳導(dǎo),表面得以急劇冷卻,使受熱層快速冷卻到馬氏體相變點(diǎn)以下,進(jìn)而實(shí)現(xiàn)工件的表面相變硬化。激光噴涂碳化鎢
與激光淬火相對(duì)應(yīng)的感應(yīng)淬火及熱處理爐是常規(guī)的加工手段,然而感應(yīng)淬火工具專i用性高(一個(gè)部位一種感應(yīng)器,甚至要求一種專i用定位夾具)、不適應(yīng)形狀復(fù)雜的零件、易產(chǎn)生淬火裂紋等缺點(diǎn),而激光淬火具有自動(dòng)化控制、柔性加工、零件變形小、淬火后無(wú)需回火、淬火硬度比常規(guī)方法高約5%~20%、低碳環(huán)保等諸多優(yōu)點(diǎn),這些優(yōu)點(diǎn)使激光淬火加工逐漸受到關(guān)注。激光噴涂碳化鎢


張先生先生
手機(jī):18925080801


