







惠州激光表面改性加工廠家-'泰格激光'
廣州泰格激光技術(shù)有限公司
經(jīng)營模式:生產(chǎn)加工
地址:廣州市黃埔區(qū)創(chuàng)業(yè)路16號中航C座二層
主營:激光淬火加工,激光熔覆加工,激光淬火設(shè)備,激光熔覆設(shè)備
業(yè)務(wù)熱線:020-82369849
QQ:2725080801
產(chǎn)品詳情 聯(lián)系方式







激光照射方向2.半徑小于或等于R50mm的R 凸角3.半徑大于R50mm的R 凸角
由于R 凸角大于20mm、小于等于50mm 時用20mm積分鏡整合出激光光斑不能覆蓋整個R 凸角,因此大的R 凸角可分開淬多道,即構(gòu)建多條平行的路徑線,例如,R 小于20mm時一條路徑,20~40mm 2條,異形表面激光表面改性加工廠家,40~50mm 3條等等,兩兩路徑平行,邊緣相接,保證R凸角全部淬到。而大于50mm的R 凸角不需要淬火,所以拉伸模R 凸角的淬火程序分可歸納為兩套:10mm積分鏡程序和20mm積分鏡程序。
激光表面改性加工廠家
泰格激光技術(shù)——激光表面改性加工廠家
由于激光具有高能量密度,形變量極i小,硬化層深也能達到毫米級的特點,汽車模具激光表面改性加工廠家,近年來激光淬火在工業(yè)應(yīng)用方面日益廣泛,本文研究了軟氮化+激光淬火復(fù)合強化工藝,旨在通過復(fù)合強化工藝,進一步提高軟氮化層的硬度,進而提高工件的耐磨性和使用壽命。激光表面改性加工廠家
泰格激光技術(shù)——激光表面改性加工廠家
.試驗材料及方法
本試驗采用的基體材料為30CrNiMo,材料尺寸為直徑190mm,壁厚h=20mm,軟氮化處理工藝為氣體軟氮化,氮化溫度為560~570℃,氮化時間2.5h,軟氮化組織見圖1所示。軟氮化層深約為0.43mm,軟氮化表層白亮層組織是由ε相、γ`相和含氮的滲碳體Fe3(C,N)所組成,白亮層很薄約10μm,溝槽激光表面改性加工廠家,次層為擴散層由Fe-C-N固溶體與彌散分布的γ`相組成,且固溶體中的氮的濃度逐漸減小。激光表面改性加工廠家
泰格激光技術(shù)——激光表面改性加工廠家
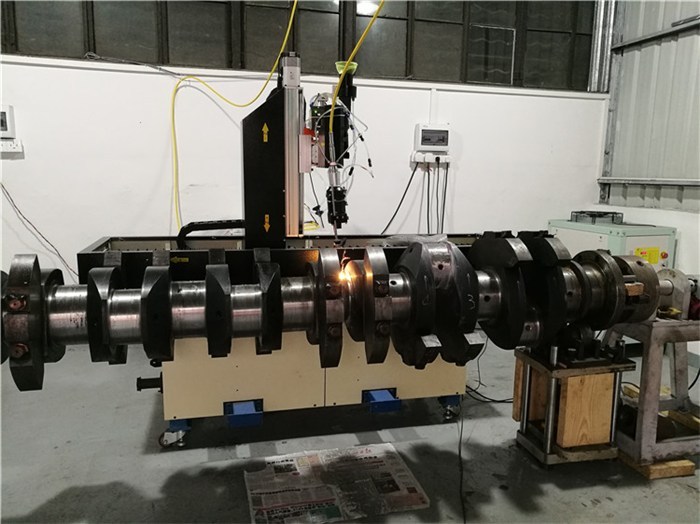
激光淬火技術(shù)可對各種導(dǎo)軌、大型齒輪、軸頸、汽缸內(nèi)壁、模具、減振器、摩擦輪、軋輥、滾輪零件進行表面強化。適用材料為中、高碳鋼,鑄鐵。激光淬火的應(yīng)用實例:激光淬火強化的鑄鐵發(fā)動機汽缸,其硬度提搞HB230提高到HB680,使用壽命提高2~3倍。激光表面改性加工廠家
泰格激光技術(shù)——激光表面改性加工廠家
據(jù)工藝方案進行淬火處理后,表面硬度:HRC52-54,淬火深度0.8mm處硬度為HRC40-42,惠州激光表面改性加工廠家,搭接軟化帶寬度0.3mm,硬度為HRC35-38,圓跳度<0.01mm,工件淬火前后圓跳度無變化,表面粗糙度無變化,無淬火缺陷。激光表面改性加工廠家

惠州激光表面改性加工廠家-'泰格激光'由廣州泰格激光技術(shù)有限公司提供。行路致遠,砥礪前行。廣州泰格激光技術(shù)有限公司致力成為與您共贏、共生、共同前行的戰(zhàn)略伙伴,與您一起飛躍,共同成功!

張先生先生
手機:18925080801


